Обзор фотоаппарата Canon EOS 450D
Шпиндельная коробка 2Д450. Механизм зажима стола 2Д450. Механизм перемещения салазок 2Д450.
Шпиндельная коробка 2Д450.(рис. 89). Корпус
шпиндельной коробки 1 имеет две V-образные призматические
направляющие 5, с помощью которых коробка перемещается по двум
вертикальным направляющим узла — блока направляющих.
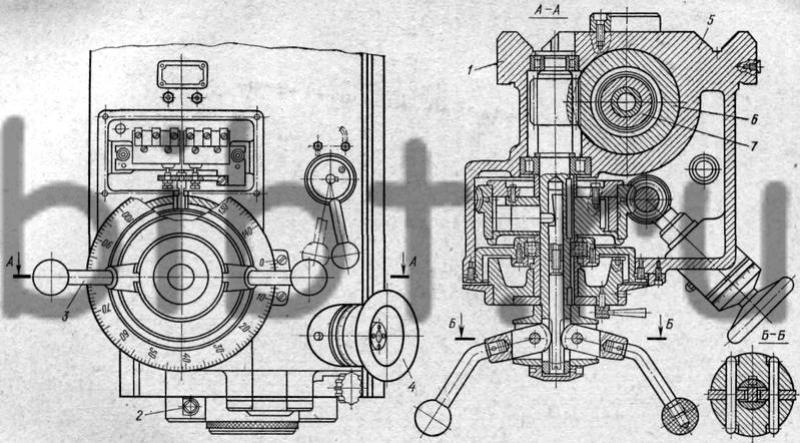
Рис. 89. Шпиндельная коробка станка
модели 2Д450:
1 —корпус шпиндельной коробки, 2
— винт зажима гильзы, 3 — рукоятка механизма перемещения
гильзы, 4 — маховичок точного перемещения гильзы, 5 —
направляющие, 6 — гильза, 7 — расточный шпиндель
В шпиндельной коробке смонтирована
гильза 6 с расточным шпинделем 7, механизмом подачи гильзы и
рукоятками ручного перемещения 3. Рукоятки 3 устроены так, что если
на них нажать «от себя», произойдет включение фрикционной
муфты, смонтированной в корпусе червячного колеса, в результате чего
гильза получит механическое движение от привода подач. Если рукоятки
потянуть «на себя» — муфта выключится, тогда можно,
вращая их, осуществлять быстрое перемещение гильзы. Медленное
перемещение для точной установки гильзы осуществляется маховичком 4.
Рис. 90. Расточный шпиндель станка
модели 2Д450: 1 — шпиндель, 2 — патрон механического
крепления инструмента, 3 — упругая лента, 4 — барабан, 5
— гильза
Внутри шпинделя 1 (рис. 90)
смонтирован патрон 2 для механического крепления инструмента. В паз
патрона вводится инструмент, имеющий специально оформленный
хвостовик, и поворачивается. При движении гильзы 5 вниз инструмент
закрепляется пружинами, смонтированными в шпинделе. При перемещении
гильзы в верхнее крайнее положение пружины сжимаются и инструмент
выталкивается из приемного конуса шпинделя. Уменьшение усилии,
необходимых для перемещения гильзы, достигается за счет
уравновешивания гильзы с помощью упругих лент 3, намотанных на ось
барабана 4. В крайних положениях гильзы происходит автоматическое
выключение подачи и вращения шпинделя.
При фрезеровании плоскостей и подрезке
торцов гильза шпинделя должна быть закреплена. Для этой цели нижняя
часть корпуса выполнена в виде хомута, охватывающего гильзу и
стягиваемого винтом 2 (см. рис. 89) с квадратной головкой. В верхней
части шпиндельной коробки (крышка снята) смонтирован механизм
отключения подачи гильзы на заданной глубине. Этим механизмом
обеспечивается автоматическое уменьшение величины подачи при подходе
к заданному размеру и автоматическое отключение подачи при достижении
размера.
Для точного измерения хода гильзы со
столом поставляется съемное приспособление в виде стержня,
монтируемого в корпусе шпиндельной коробки, и хомута с индикатором,
устанавливаемого на гильзе. На стержне имеется откидная лапка, на
которую устанавливается набор мерительных плиток, соответствующий
измеряемому размеру (этот механизм подробно описывается в руководстве
по эксплуатации станка).
Механизм зажима стола 2Д450.
На рис.
91 показано устройство зажима стола. К столу 9 прикреплены ленты 8.
При движении стола ленты располагаются с зазором относительно
тормозных колодок 6, закрепленных на салазках 1. По окончании
перемещения стола воздух из цилиндра 3 автоматически отводится и
колодки 7 под действием пружин 2 прижимают ленту к тормозным колодкам
6. Регулировка зазоров между лентой и колодками осуществляется винтом
5 и гайкой 4.
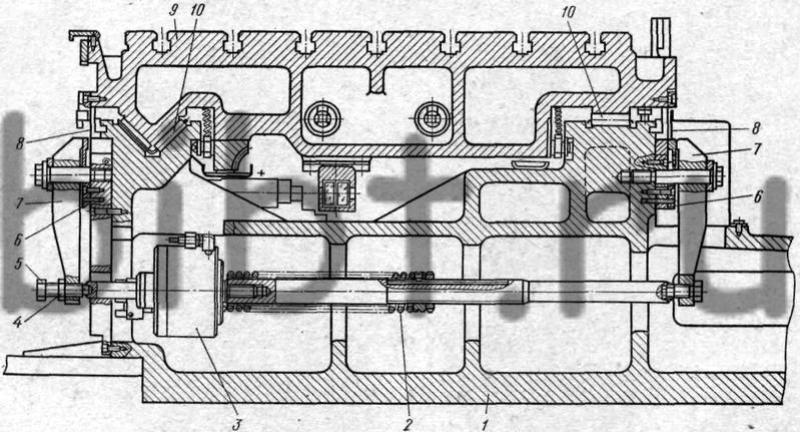
Рис. 91. Механизм зажима стола станка
модели 2Д450: 1 — салазки, 2— пружина, 3— цилиндр
пневматический, 4 — гайка. 5 — винт регулировочный, 6 —
колодка тормозная, 7 — колодка, 3 — лента, 9 —
стол, 10 — направляющие качения
Механизмы зажимов на салазках и
салазок на станине аналогичны. Стол перемещается на направляющих
качения 10, что обеспечивает малые потери на трение и способствует
обеспечению высокой точности перемещений.
Механизм перемещения салазок 2Д450.
Механизм (рис. 92) представляет собой двухступенчатый редуктор.
Имеющаяся в нем червячная пара и пара конических колес передают
движение от электродвигателя постоянного тока 2 короткому винту 4,
находящемуся в зацеплении с рейкой 3, которая закреплена на станине
5.
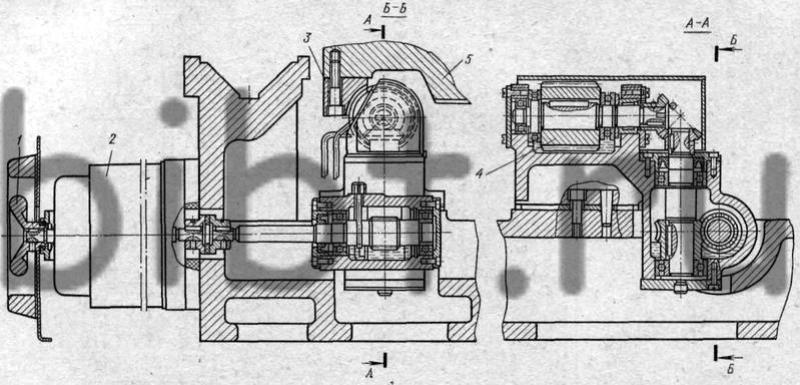
Рис. 92. Механизм перемещения салазок
станка модели 2Д450: 1 — маховичок ручного перемещения, 2 —
электродвигатель, 3 — рейка, 4 — короткий винт, 5—
станина
Механизмы перемещения стола и салазок
аналогичны. Отличие заключается в том, что рейка в механизме движения
стола установлена на столе. Электродвигатель обеспечивает
регулирование скорости перемещений в широких пределах: подачи при
фрезеровании 30—300 мм/мин и ускоренный ход 1500 мм/мин.
Электродвигатели редукторов
расположены на передней стенке салазок. Валики с маховичками 1 для
ручного перемещения стола выведены вперед к пульту управления.
